ARNO - монолитный осевой инструмент 2015 EN
для размещения заказа - info@arno-tools.ru
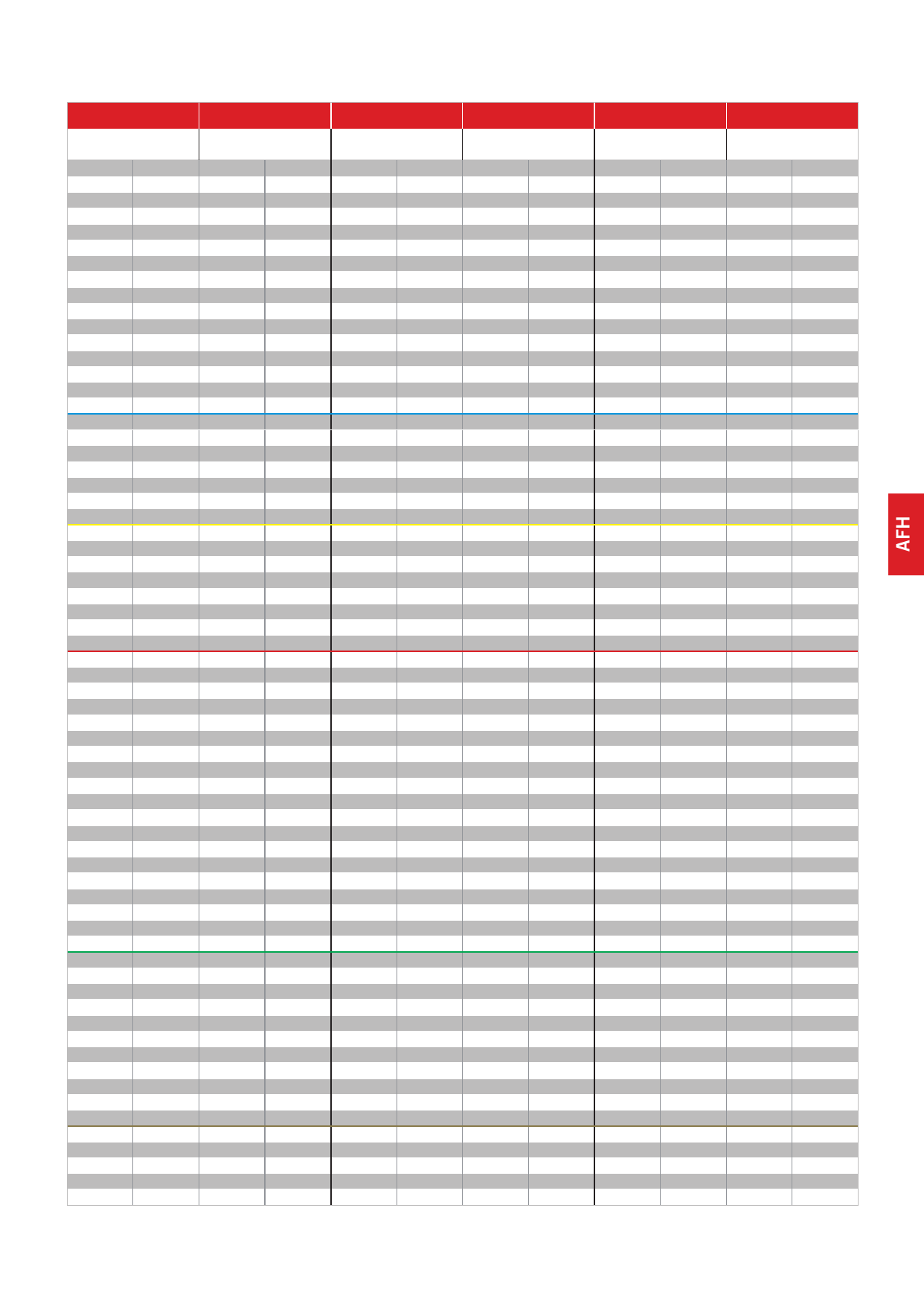
Recommended cutting data solid carbide High feed end-mill – Approximate values Feed per tooth fz [mm]
Design AFH
Medium
d1=3 mm
ap fz
[mm]
[mm]
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
Roughing
d1=3 mm
ap fz
[mm]
[mm]
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
Medium
d1=4 mm
ap fz
[mm]
[mm]
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
Roughing
d1=4 mm
ap fz
[mm]
[mm]
0,2-0,3
div class="txt" style="position:absolute; left:349px; top:104px;">0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
02-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
Medium
d1=6 mm
ap fz
[mm]
[mm]
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
0,1-0,2 0,1-0,22
Roughing
d1=6 mm
ap fz
[mm]
[mm]
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,2-0,3 0,22-0,35
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,1-0,2 0,1-0,22 0,2-0,3 0,22-0,35
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,1-0,2 0,1-0,22 0,2-0,3 0,22-0,35
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,25
0,2-0,25
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,2
0,1-0,22
0,1-0,22
0,1-0,22
0,1-0,22
0,1-0,22
0,1-0,22
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,2-0,3
0,22-0,35
0,22-0,35
0,22-0,35
0,22-0,35
0,2-0,3
0,2-0,3
The recommended cutting data are only approximate values. It may be necessary to adjust them to each individual machining application.
ARNO®-Werkzeuge | VHM-/PM-HSS Werkzeuge | Solid carbide-/PM-HSS Tools 241
info@arno-tools.ru
www.arno-tools.ru