ARNO - каталог сверление 2011
для размещения заказа - info@arno-tools.ru
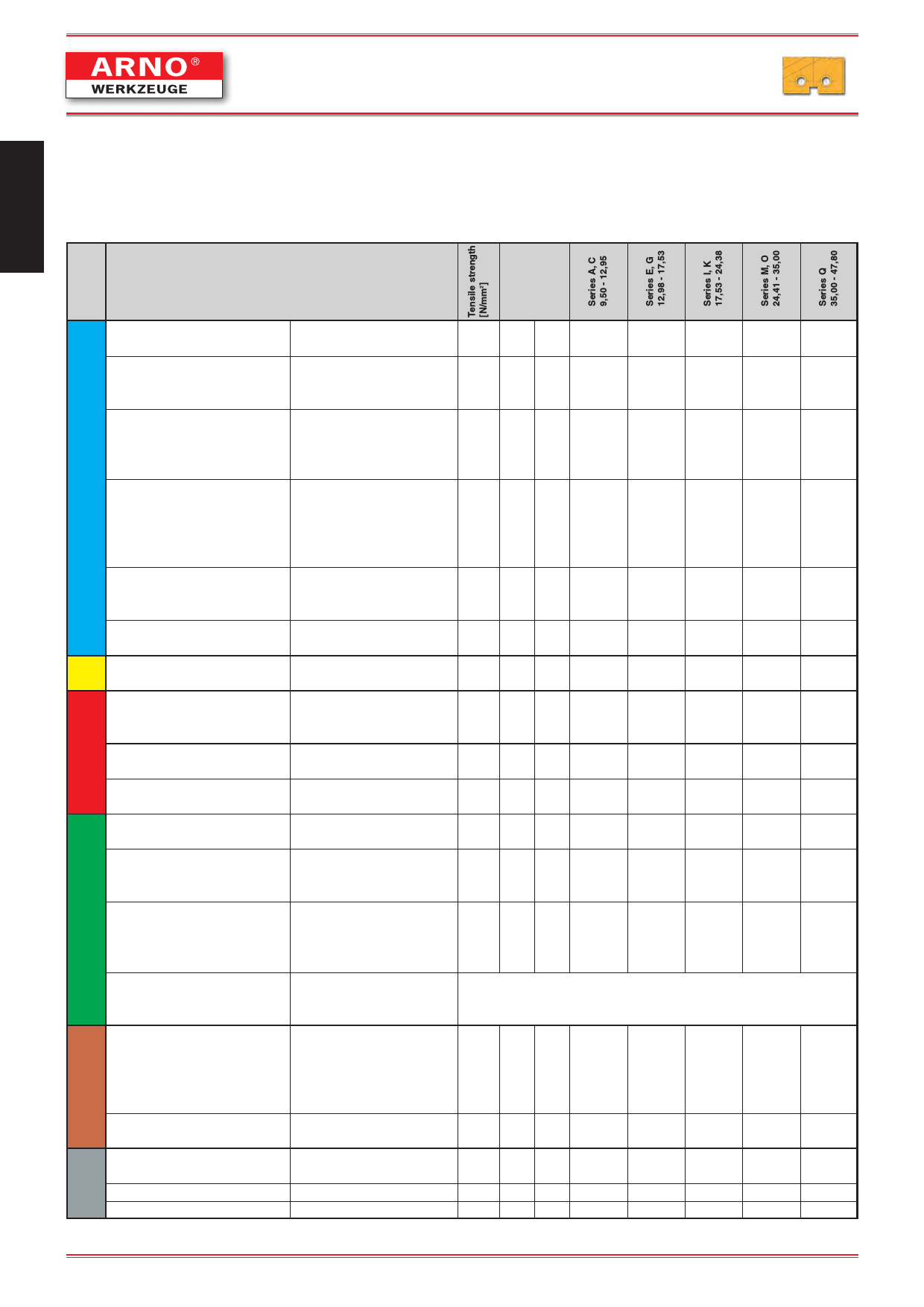
Recommended cutting data
Flat bottom inserts
Please note that the recommended cutting datas are a starting reference point in combination with the coolant figures on page 73 in the cata-
logue „Drillsystem SHARK-Drill ®“. Also important is that the basic conditions are on an average. For technical support please contact our
application engineers.
1
ISO Material
Unalloyed steel and cast steel
z.B. 9SMn28 ; 9SMnPb28 ; 10SPb20
Structual steel
z.B. St33 ; St37-2 ; St44-2 ; St52; St60
None - and low alloy steel
as well as carbon steel and case harde-
ned steel.
P
z.B. C15; C22; 20Mn5; Ck45
Alloys steel
z.B. 42CrMo4; 16MnCr5; 36CrNiMo4
14NiCrMo13-4; Ck75; Ck101; 17CrNiMo8
35CrMo4; 41Cr4; 50MnSi4
High alloys steel
z.B. 41CrAlMo7 ; 36CrNiMo4
32NiCrMo14-5;
Tool steel
M
z.B. C75W; 102Cr6; 105WCr6; X153CrMoV12
Stainless steel and
cast steel
Cast iron
z.B. GG25; GG40
K
Cast iron with nodular graphite
z.B. GGG50
Malleable cast iron
z.B. GTS 70
Aluminium alloys, long chipping
AlMgSiPb; AlCuMg1; AMgSi1
Casted aluminium alloys
G-AlSi10Mg; G-ALSi12
N Copper and copper alloys
(brass / bronze)
Non ferrous materials
High temperature resistant alloys
Inconell, Hasteloy, Nimonic, Waspaloy, Monel
S
Titanium alloys / Titan
Ti99,5; Ti Al6V4; TiCu2
H
Hardened steel
Hard cast iron
Hardened cast iron
austenitic and austenitic/ferritic,
chilled
pearlitic, ferritic
pearlitic, martensitic
ferritic
pearlitic
ferritic
pearlitic
not heat treatable
heat treatable, heat - treated
12% Si, hardened
12% Si, heat treatable, hardened
12% Si, not heat treatable
Lead alloys, Pb > 1%
Brass, bronze
Aluminium bronze
Copper and electrolyte copper
Duroplastics
Re - inforced plastics
Hard rubber
Fe-alloyed annealed
heat - treated
Ni- or
annealed
Co based casting
heat - treated
Pure titan
hardened and tempered
hardened and tempered
casting
hardened and tempered
Cutting
speed
TiCN TiAlN
up to 500
[m / min]
– 69
[mm / rev]
0,14
[mm / rev]
0,20
[mm / rev]
0,26
[mm / rev]
0,33
[mm / rev]
0,41
500-850
–
58
0,12
0,20
0,26
0,33
0,41
350-500
–
48
0,12
0,20
0,24
0,28
0,36
500-850
–
41
0,10
0,18
0,20
0,24
0,32
850-1200
–
34
0,08
0,16
0,18
0,20
0,28
up to 450
–
59
0,12
0,18
0,24
0,30
0,38
450-750
–
56
0,10
0,16
0,20
0,29
0,36
750-900
–
52
0,10
0,16
0,20
0,29
0,36
900-1100
–
48
0,08
0,14
0,18
0,24
0,32
up to 600
–
52
0,12
0,16
0,20
0,29
0,34
600-800
–
48
0,10
0,16
0,20
0,29
0,34
800-950
–
44
0,10
0,14
0,20
0,29
0,34
950-1100
–
41
0,08
0,12
0,18
0,24
0,30
1100-1250 –
38
0,06
0,12
0,18
0,24
0,30
600-1000
–
28
0,10
0,14
0,18
0,20
0,28
1000-1200 –
22
0,08
0,10
0,18
0,20
0,28
1200-1350 –
18
0,06
0,09
0,16
0,18
0,24
500-700
–
28
0,08
0,12
0,16
0,20
0,24
700-950
–
22
0,08
0,12
0,16
0,20
0,24
450 - 610
–
26
0,14
0,19
0,20
0,25
0,29
610 - 930
–
23
0,10
0,15
0,19
0,22
0,25
500 - 700
–
60
0,14
0,24
0,30
0,42
0,46
700 - 850
–
47
0,10
0,15
0,20
0,25
0,30
850 - 1100 –
38
0,10
0,12
0,15
0,20
0,25
540 – 58
0,14
0,24
0,29
0,40
0,45
850 – 47
0,10
0,16
0,19
0,24
0,30
450 – 66
0,14
0,24
0,29
0,40
0,45
780 – 47
0,10
0,16
0,19
0,24
0,30
200 – 230 0,18
0,29
0,37
0,44
0,50
335 – 120 0,19
0,29
0,37
0,42
0,45
250 – 210 0,17
0,29
0,37
0,44
0,50
300
160 0,17
0,29
0,37
0,43
0,47
450
120 0,17
0,29
0,37
0,42
0,45
370
70 0,16
0,26
0,38
0,45
0,50
300 – 68
0,15
0,25
0,37
0,44
0,49
500 – 60
0,14
0,24
0,30
0,42
0,45
200 – 45
0,06
0,09
0,16
0,20
0,30
–
The cutting datas are depending on the available coolant supply. Starting datas are the same
–
as aluminium alloys, long chipping. Air coolant is recommended.
–
700 – 10
0,08
0,14
0,17
0,22
0,27
980 – –
–
–
–
–
–
850 – 9
0,08
0,13
0,15
0,19
0,25
1100 –
–
–
–
–
–
–
1230 –
8
0,07
0,12
0,14
0,17
0,22
500 - 700
–
15
0,09
0,15
0,19
0,24
0,25
700 - 1050 –
12
0,09
0,14
0,15
0,19
0,23
1020 - 1365 –
20
0,09
0,14
0,19
0,20
0,24
1365 - 1850 –
13
0,09
0,10
0,15
0,19
0,20
1365 – 18
0,09
0,12
0,16
0,19
0,22
2090 –
–
–
–
–
–
–
Further important application references see page 78 to 89 !
72
Размеры указаны в мм
Dimensions in mm
Toutes les dimensions en mm
info@arno-tools.ru
www.arno-tools.ru
72