ARNO - каталог сверление 2013 EN
PM-HSS Zentrierer
Powder metal centre drills
Punta da centro per contropunta in HSS-PM
Zentrierbohrer
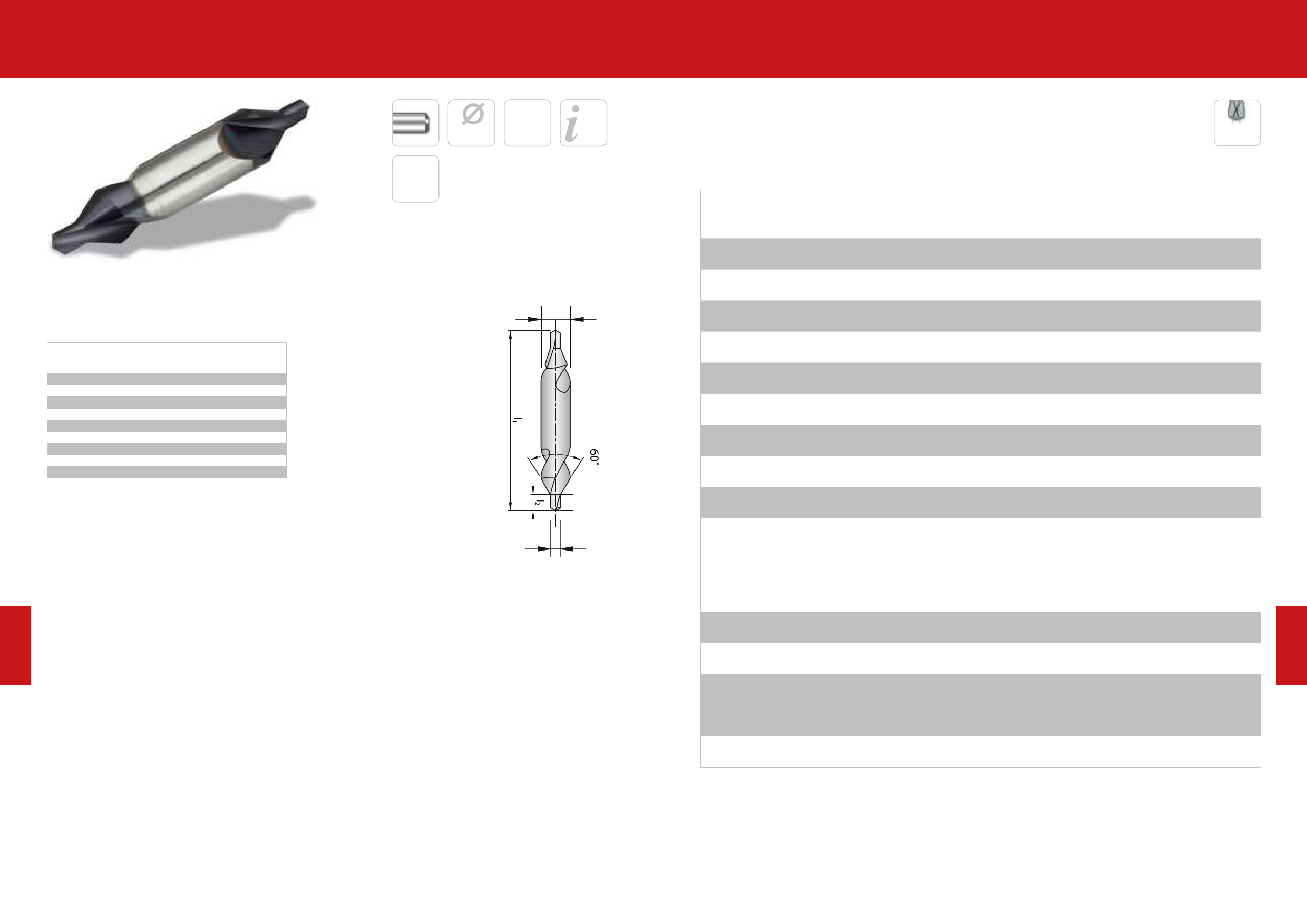
Centre drill DIN 333, Form A
Punta da centro DIN 333, Forma A
Bezeichnung
Designation
Articolo
SPZ0100-0016-PM
SPZ0125-0019-PM
SPZ0160-0024-PM
SPZ0200-0029-PM
SPZ0250-0036-PM
SPZ0315-0044-PM
SPZ0400-0056-PM
SPZ0500-0069-PM
SPZ0630-0086-PM
d1
1,0
1,25
1,6
2,0
2,5
3,15
4,0
5,0
6,3
d2
h6
3,15
3,15
4,00
5,00
6,30
8,00
10,00
12,50
16,00
l1
31,5
31,5
35,5
40,0
45,0
50,0
56,0
63,0
71,0
l2
1,6
1,9
2,4
2,9
3,6
4,4
5,6
6,9
8,6
5
248 ARNO®-Werkzeuge | Bohren | Drilling | Foratura
для размещения заказа - info@arno-tools.ru
AnwendungshinweiseVollhartmetall-Spiralbohrer
Application reference
Applicazioni
Solid carbide drills
Punte in metallo duro integrale
TiAlN
h6 1,0 - 6,3 mm
PM-HSS
Seite
Page
Pagina
249 – 256
d2
d1
Vollhartmetall-Bohrer TiAlN-beschichtet (ohne Innenkhlung)
Solid carbide drills TiAlN coated (without internal coolant)
Punte in metallo duro rivestite TiAlN (senza refrigerazione interna)
ohne IK
without ic
senza ic
Empfohlene Schnittwerte 3xD / 5xD / Cutting datas / Parametri di taglio
Werkstoff / Material / Materiale
Kupfer und Kupferlegierungen (Bronze / Messing)
Copper and copper alloys (brass / bronze)
Rame e leghe di Rame (Ottone / Bronzo)
Aluminium hoher Si-Gehalt
Aluminium - high Si-content
Alluminio con alto contenuto di Silicio
Aluminium niedriger Si-Gehalt
Aluminium - low Si-content
Alluminio a basso contenuto di Silicio
Titanlegierungen
Titanium alloys
Leghe di Titanio
Hochtemperaturlegierungen
High Temperature alloys
Leghe per alte temperature
Nickellegierungen
Nickel alloys
Leghe di Nickel
„Superlegierungen“ z.B. Inconel Hasteloy Nimonic
Super Alloys e.g. Inconel, Hasteloy, Nimonic
Super leghe es: Inconel Hasteloy Nimonic
Unlegierter Stahl und Stahlguss
Unalloyed steel and cast steel
Acciaio non legato ed acciaio stampato
Unlegierter Stahl und Stahlguss
Unalloyed steel and cast steel
Acciaio non legato ed acciaio stampato
Zugfestigkeit
Tensile strength
Durezza
[N/mm2]
VVCC
[m/min]
[m/rev]
VC [m/min]
1~3
f [mm/U]
Durchmesser / Diameter / Diametro [mm]
3~5 5~8 8~10 10~12 12~14
f [mm/U] f [mm/U] f [mm/U] f [mm/U] f [mm/U]
14~20
f [mm/U]
– 60–170 0,02–0,16 0,06–0,18 0,10–0,20 0,18–0,30 0,25–0,35 0,30–0,38 0,30–0,50
– 60–179 0,05–0,10 0,10–0,20 0,15–0,30 0,20–0,30 0,25–0,35 0,25–0,35 0,30–0,50
– 70–260 0,05–0,10 0,10–0,20 0,15–0,30 0,20–0,30 0,25–0,35 0,25–0,35 0,30–0,50
–
13–32
0,01–0,04 0,03–0,07 0,06–0,12 0,06–0,12 0,08–0,15 0,08–0,15 0,10–0,16
> 1000
13–27
0,02–0,06 0,03–0,07 0,04–0,08 0,06–0,10 0,08–0,14 0,08–0,14 0,08–0,16
> 1000
13–27
–––––––
> 1000
13–27
– – – – – – –
< 600
80–102 0,05–0,10 0,10–0,18 0,15–0,25 0,20–0,30 0,20–0,30 0,20–0,35 0,25–0,40
600–900 68–85 0,01–0,10 0,08–0,18 0,15–0,25 0,20–0,30 0,20–0,30 0,20–0,35 0,25–0,40
450–900 55–77 0,05–0,15 0,10–0,20 0,15–0,25 0,18–0,35 0,18–0,35 0,20–0,35 0,25–0,42
Nieder- und hochlegierte Sthle und Stahlguss
Low and high alloyed steels and cast steel
Acciaio debolmente e fortemente legato ed acciaio stampato
900–1000 43–60
0,06–0,12 0,08–0,15 0,10–0,18 0,15–0,25 0,15–0,25 0,16–0,30 0,20–0,32
> 1000
37–50
0,06–0,12 0,08–0,15 0,10–0,18 0,15–0,25 0,15–0,25 0,16–0,30 0,20–0,32
Rostfreie Sthle
Stainless steels
Acciaio inossidabile
Rostfreie Sthle
Stainless steels
Acciaio inossidabile
500–700 38–50 0,02–0,08 0,04–0,10 0,06–0,12 0,10–0,20 0,10–0,20 0,10–0,20 0,12–0,25
700–1000 30–43
0,02–0,08 0,04–0,10 0,06–0,12 0,10–0,20 0,10–0,20 0,10–0,20 0,12–0,25
Gusseisen, Temperguss
Cast iron, malleable cast iron
Ghisa grigia, ghisa malleabile
< 700
77–110 0,10–0,15 0,12–0,16 0,15–0,33 0,25–0,45 0,25–0,45 0,30–0,50 0,35–0,55
850–1000 60–72 0,08–0,15 0,10–0,16 0,12–0,30 0,20–0,40 0,20–0,40 0,25–0,40 0,30–0,45
Hartguss
Hard cast iron
Ghisa indurita
1170–1500
Achtung:
Bei unbeschichteten Spiralbohrern die Schnittgeschwindigkeiten um ca. 30% reduzieren.
Attention:
Reduce the cutting speed by approximately 30% when using the uncoated drills.
Nota:
Per punte non rivestite, ridurre i parametri di taglio di circa il 30 %.
35–55
0,06–0,10 0,08–0,12 0,08–0,12 0,10–0,14 0,10–0,14 0,12–0,16 0,14–0,18
Achtung:
Die obigen Empfehlungen gelten fr Bohrer bis Bohrtiefe 3 x D.
Bitte reduzieren Sie den Vorschub bei 5 x D um den Faktor 0,85.
Attention:
Cutting datas refer to solid carbide drills 3 x D.
For using 5 x D please reduce the feed rate by factor 0.85
Attenzione:
I dati di taglio si riferiscono alle punte in metallo duro 3 x D.
Per punte 5 x D prego ridurre l’avanzamento per il fattore 0,85.
5
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm
info@arno-tools.ru
www.arno-tools.ru
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm
ARNO®-Werkzeuge | Bohren | Drilling | Foratura 249