ARNO - каталог сверление 2013 EN
Hrtevergleich
Hardness – comparison table
Comparazione delle durezze
TeZnusgilfeessttirgeknegitth
Drezza
N/mm2
700
740
770
810
840
880
910
950
980
1020
1050
1090
1120
1150
1190
1230
1260
1300
1330
1370
1400
1440
1470
1510
1540
1580
1610
1650
1680
1720
1750
1790
1820
1860
1890
1930
1960
2000
2030
2070
2100
2140
2170
2210
2240
2280
2310
2350
2380
2410
2450
2480
2520
2550
2590
2630
2660
2700
2730
2770
2800
2840
2870
2910
i 2940
2980
3010
3050
3080
3120
3150
3190
3220
3260
3290
Vickers
Brinell
HV HB
200
210
220
230
240
250
260
270
280
290
300
310
320
330
340
350
360 359
370 368
380 373
390 385
400 393
410 400
420 407
430 416
440 423
450 429
460 435
470 441
480 450
490 457
500 465
510 474
520 482
530 489
540 496
550 503
560 511
570 520
580 527
590 533
600 533
610 543
620 549
630 555
640 561
650 568
660 574
670 581
680 588
690 595
700 602
710 609
720 616
730 622
740 627
750 633
760 639
770 644
780 650
790 656
800 661
810 666
820 670
830 677
840 682
850 –
860 –
870 –
880 –
890 –
900 –
910 –
920 –
930 –
940 –
262 ARNO®-Werkzeuge | Bohren | Drilling | Foratura
Rockwell
HRC
–
–
–
19,2
21,2
23,0
24,7
26,1
27,6
29,0
30,0
31,5
32,9
33,8
34,9
36,0
37,0
38,0
38,9
39,8
40,7
41,5
42,3
43,2
44,0
44,8
45,5
46,3
47,0
47,7
48,3
49,0
49,6
50,3
50,9
51,5
52,1
52,7
53,3
53,8
54,4
54,9
55,4
55,9
56,4
56,9
57,4
57,9
58,7
58,9
59,3
59,8
60,2
60,7
61,1
61,5
61,9
62,3
62,7
63,1
63,5
63,9
64,3
64,6
65,0
65,3
65,7
66,0
66,3
66,6
66,9
67,2
67,5
67,7
68,0
для размещения заказа - info@arno-tools.ru
Verschlei und Abhilfe
Wear and its solution
Usura e soluzioni
Brinell
„SH“
28
29
30
31
33
34
35
36
37
39
40
41
42
43
44
45
46
47
48
49
50
51
52
53
54
55
56
57
58
59
60
61
62
63
64
65
66
67
68
69
70
71
72
73
74
75
75
76
77
78
79
80
81
82
83
83
84
85
86
86
87
87
88
89
89
90
90
91
91
92
92
–
–
–
–
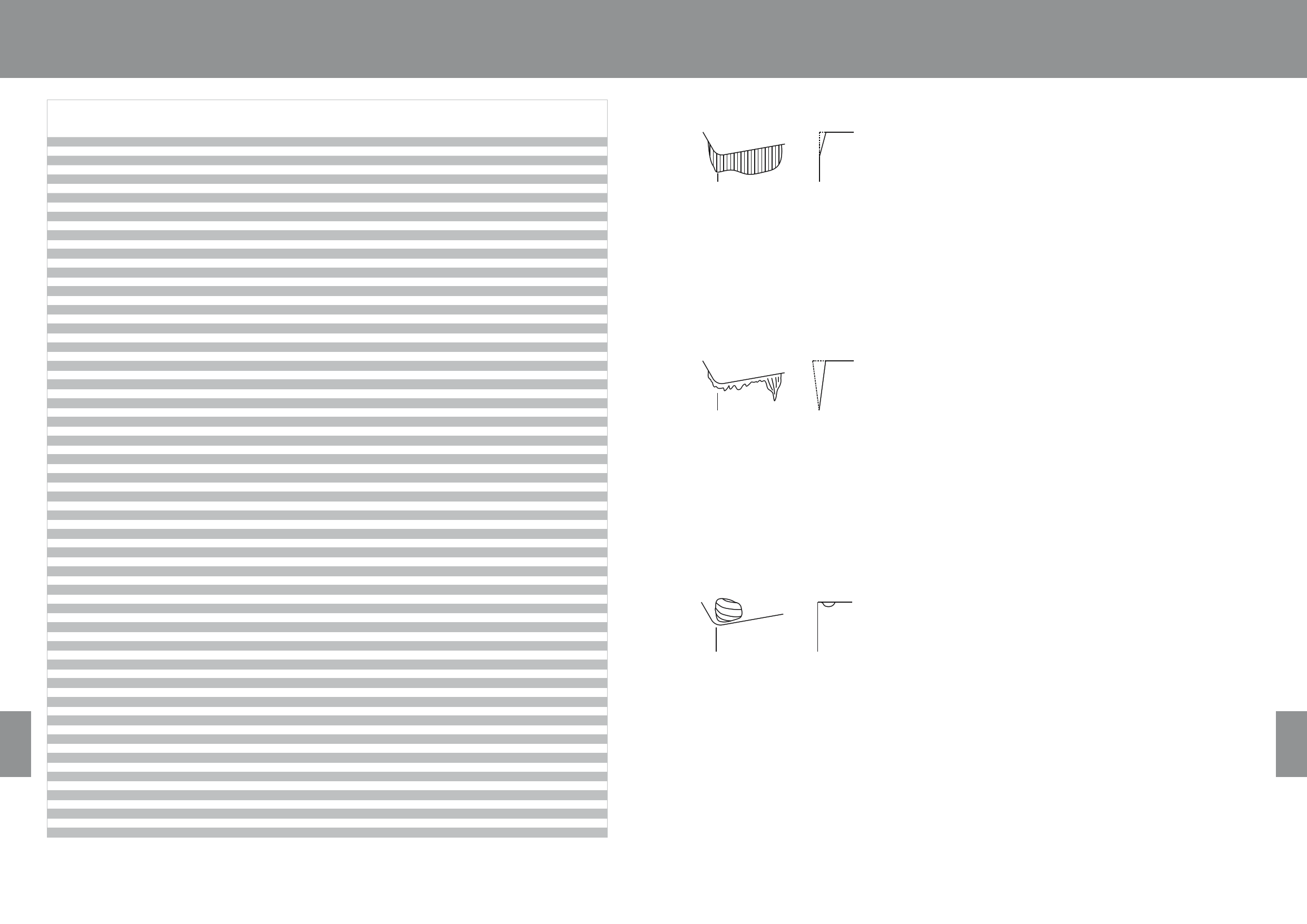
Freiflchenverschlei / Flank wear / Usura sul fianco
Abrasive Verschleiform, bei der eine mecha-
nische Belastung die Entstehung einer ebenen
Flche an der Freiflche der Schneidkante
bewirkt. Zu groer Freiflchenverschlei fhrt
zu schlechter Oberflchengte, Ungenauigkeit
und zunehmender Reibung.
Abhilfe: • Schnittgeschwindigkeit verringern
• Verschleifestere Sorte whlen
Abrasive wear, resulting from mechanical
stresses – can be seen as a flat on the clear-
ance of the cutting edge. Excessive flank wear
result in bad surface finish, inaccuracy and
increasing friction.
Solution: • reduce cutting speed
• choose more wear resistant grade
Usura abrasiva, dovuta a stress meccanici, che
appare come in piano sullo spigolo tagliente.
Una usura eccessiva del fianco porta a una
cattiva finitura superficiale, ridotta precisione
e crescente frizione.
Soluzioni: • ridurre la velocit di taglio
• scegliere un grado con migliore
resistenza all’usura
Kerbverschlei / Wear by intentation / Usura ad intaglio
Kerbverschlei an der Hauptschneide entsteht
dort, wo diese direkt mit dem Werkstck zu-
sammentrifft. Die Ursache ist auf Hartpartikel
des Werkstckmaterials zurckzufhren. Gro-
er Kerbverschlei beeinflut die Spanbildung
und kann zum Bruch der Wendeschneidplatte
fhren.
Abhilfe: • Vorschub reduzieren
• Verschleifestere Sorte whlen
Wear by intentation on the main cutting edge
can be seen where the cutting edge and work-
piece has its contact. The main reason are hard
particles in the workpiece material. Excessive
wear by intentation influences chip formation
and can also lead to insert breakage.
Solution: • reduce feed rate
• choose more wear resistant grade
L’usura per scheggiatura del tagliente principale
dove il tagliente ed il pezzo si toccano. La
ragione principale la presenza di componenti
duri all’interno del pezzo da lavorare. Un usura
eccessiva per scheggiatura influenza la forma-
zione di truciolo che pu portare alla rottura
dell’inserto.
Soluzioni: • ridurre l’avanzamento
• scegliere un grado con migliore
resistenza all’usura
Kolkverschlei / Crater wear / Usura a cratere
Verschlei auf der Spanflche hervorgerufen
durch Diffusion und Abrasion. Der Kolkver-
schlei entsteht durch das Abtragen von
Schneidstoff (Schleifvorgang) und Diffusion
an der heiesten Stelle der Schneide (Kontakt
Span-Schneidstoff). Groer Kolkverschlei
verndert die Geometrie der Schneide, kann
die Spanbildung stren und die Schneide
schwchen.
Abhilfe: • Schnittgeschwindigkeit verringern
• Vorschub senken
• Beschichtete Hartmetallsorte
einsetzen
• Positive Wendeschneidplatten-
geometrie whlen
Wear on the rake angle caused by diffusion
and abrasion. Crater wear results from the
contact chip / cutting material and diffusion
at the hot part of the cutting edge. Excessive
crater wear changes the geometry, can disturb
chip-formation and can weaken the cutting
edge.
Solution: • reduce cutting speed
• reduce feed rate
• use coated carbide grades
• choose positive cutting geometry
L’usura della superficie di taglio causata da
diffusione e abrasione. L’usura a cratere risulta
dal contatto fra il truciolo del materiale lavorato
e la diffusione sulla parte calda del tagliente.
Un eccessiva usura modifica la geometria, pu
disturbare la formazione di truciolo ed indebolire
il tagliente.
Soluzioni: • ridurre la velocit di taglio
• ridurre l’avanzamento
• usare gradi di carburo rivestiti
i
info@arno-tools.ru
www.arno-tools.ru
ARNO®-Werkzeuge | Bohren | Drilling | Foratura 263