ARNO - каталог точение и обработка резьбы 2013
Verschlei und Abhilfe
для размещения заказа - info@arno-tools.ru
Wear and its solution
Характер износа и рекомендации
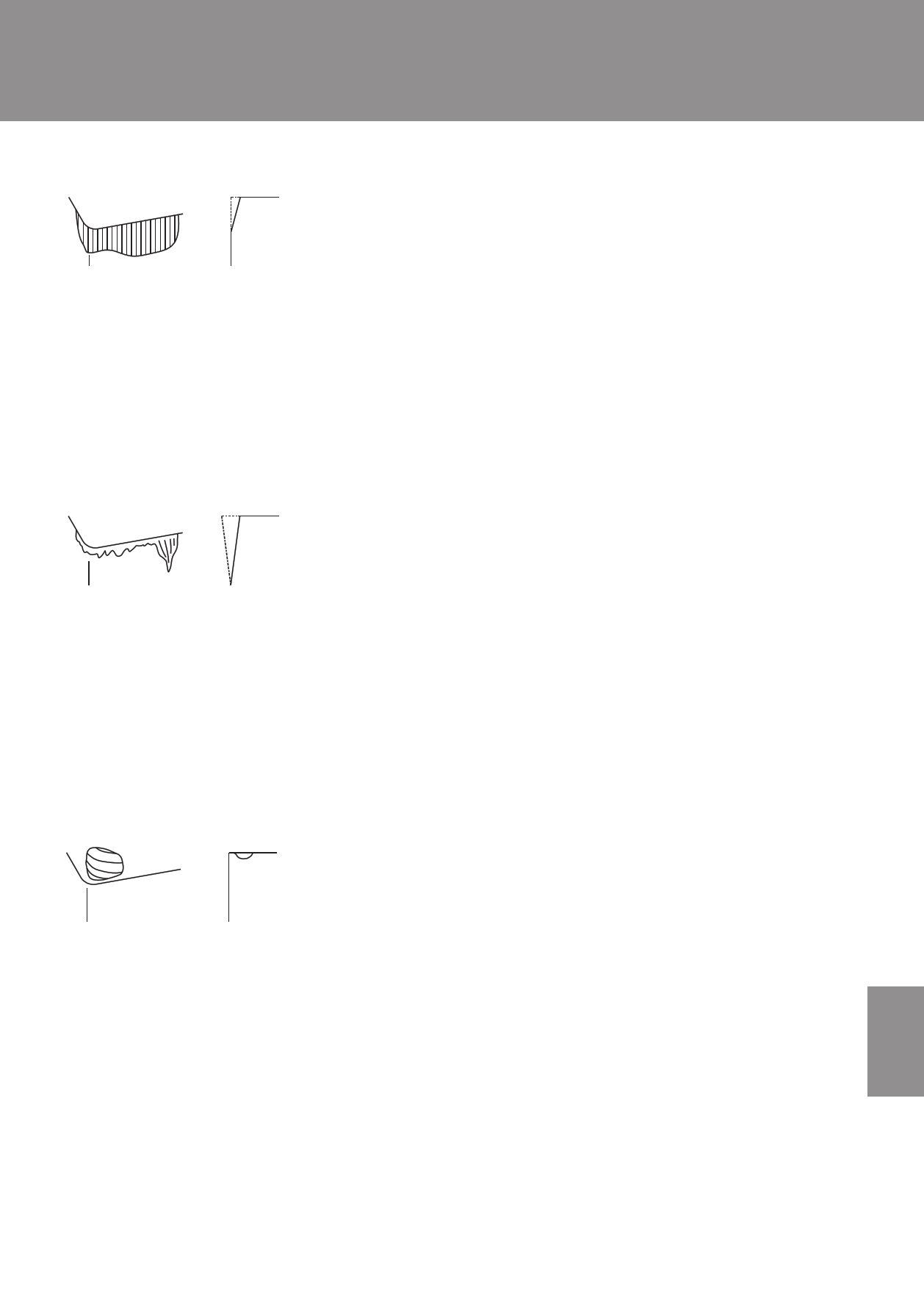
Freiflchenverschlei / Flank wear / Износ по задней поверхности
Abrasive Verschleiform, bei der eine mecha-
nische Belastung die Entstehung einer ebe-
nen Flche an der Freiflche der Schneid-
kante
bewirkt. Zu groer Freiflchenverschlei
fhrt zu schlechter Oberflchengte, Unge-
nauigkeit und zunehmender Reibung.
Abhilfe: • Schnittgeschwindigkeit verringern
• Verschleifestere Sorte whlen
Abrasive wear, resulting from mechanical stress-
es – can be seen as a flat on the clearance of the
cutting edge. Excessive flank wear result in bad
surface finish, inaccuracy and
increasing friction.
Solution: • reduce cutting speed
• choose more wear resistant grade
Kerbverschlei / Wear by intentation / Образование проточин
Быстрый износ и абразивный износ по задней
поверхности вследствие слишком большой
скорости резания или недостаточной
износостойкости сплава приводит к ухудшению
качества поверхности, выходу за пределы поля
допуска и увеличению силы трения в зоне
резания.
Способы устранения:
•уменьшить скорость резания
•выбрать марку сплава с большей
износостойкостью
Kerbverschlei an der Hauptschneide ent-
steht dort, wo diese direkt mit dem Werk-
stck zusammentrifft. Die Ursache ist auf
Hartpartikel des Werkstckmaterials zurck-
zufhren. Groer Kerbverschlei beeinflut
die Spanbildung und kann zum Bruch der
Wendeschneidplatte fhren.
Abhilfe: • Vorschub reduzieren
• Verschleifestere Sorte whlen
Wear by intentation on the main cutting edge can
be seen where the cutting edge and workpiece has
its contact. The main reason are hard particles in
the workpiece material. Excessive wear by intenta-
tion influences chip formation and can also lead to
insert breakage.
Solution: • reduce feed rate
• choose more wear resistant grade
Образование проточин наблюдается в зоне
контакта инструмента и поверхности заготовки.
Причина возникновения проточин - инородные
включения в материале заготовки. Чрезмерный
износ такого характера приводит к нарушению
условий образования стружки и может
привести к поломке пластины.
Способы устранения:
•уменьшить подачу
•выбрать марку сплава
с большей износостойкостью
Kolkverschlei / Crater wear / Лункообразование
Verschlei auf der Spanflche hervorgerufen
durch Diffusion und Abrasion. Der Kolkver-
schlei entsteht durch das Abtragen von
Schneidstoff (Schleifvorgang) und Diffusion
an der heiesten Stelle der Schneide (Kon-
takt Span-Schneidstoff). Groer Kolkver-
schlei
verndert die Geometrie der Schneide, kann
die Spanbildung stren und die Schneide
schwchen.
Abhilfe: • Schnittgeschwindigkeit verringern
• Vorschub senken
• Beschichtete Hartmetallsorte
einsetzen
• Positive Wendeschneidplatten-
geometrie whlen
Wear on the rake angle caused by diffusion and
abrasion. Crater wear results from the
contact chip / cutting material and diffusion
at the hot part of the cutting edge. Excessive crater
wear changes the geometry, can disturb chip-for-
mation and can weaken the cutting edge.
Solution: • reduce cutting speed
• reduce feed rate
• use coated carbide grades
• choose positive cutting geometry
Усиленный диффузионный износ вследствие
возникновения высоких температур в зоне
контакта материала и инструмента приводит к
ослаблению режущей кромки, при возможном
разрушении влечёт ухудшение чистоты
обработки поверхности.
Способы устранения:
•уменьшить скорость резания
•уменьшить подачу
•выбрать марку сплава с покрытием
i
info@arno-tools.ru
www.arno-tools.ru
ARNO®-Werkzeuge | Drehen | Turning | Точение 431