ARNO - каталог точение и обработка резьбы 2013
Verschlei und Abhilfe
для размещения заказа - info@arno-tools.ru
Wear and its solution
Характер износа и рекомендации
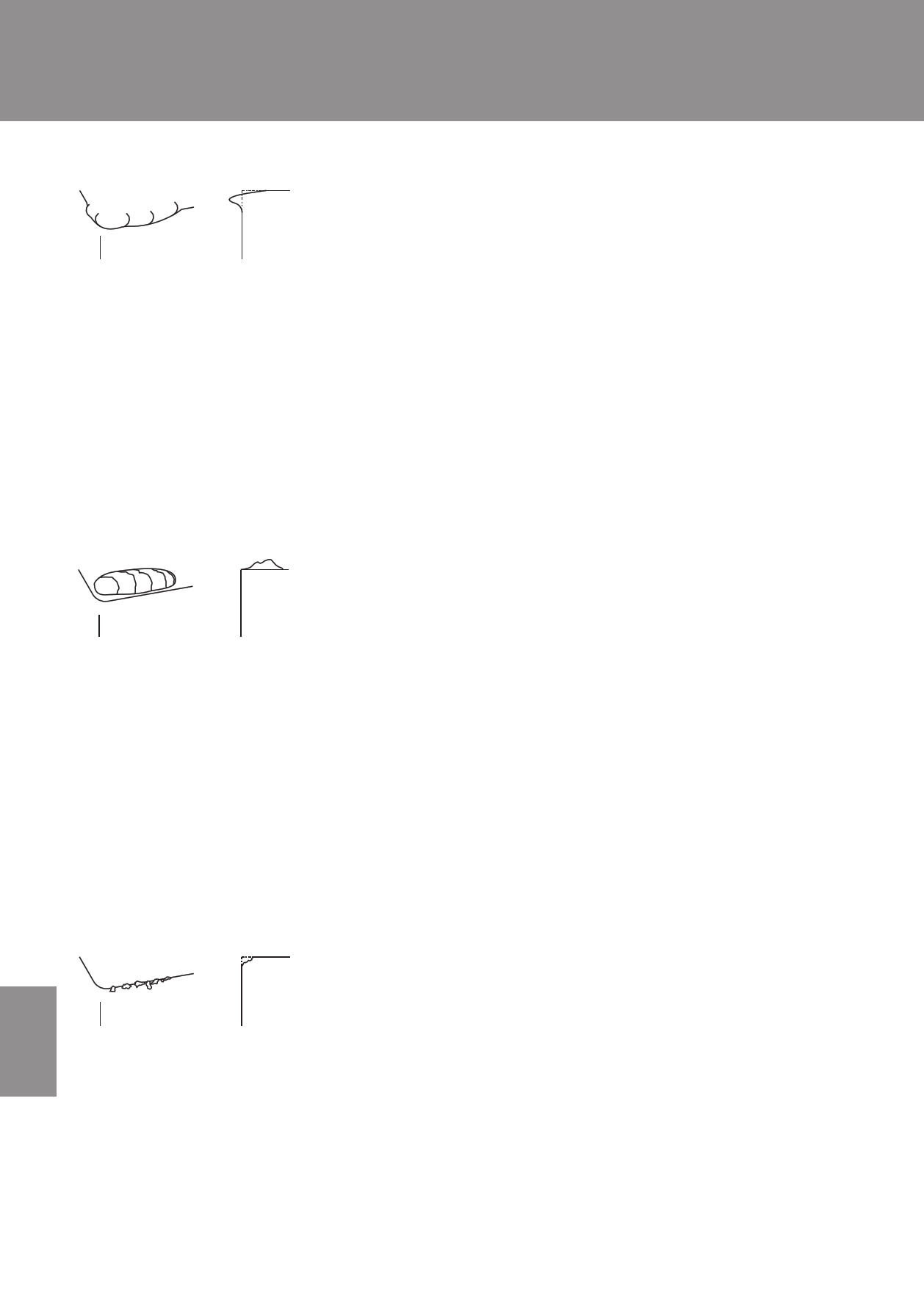
Plastische Deformation / Plastic deformation / Пластическая деформация
Verschlei infolge hoher Temperaturen und
Druck an der Schneidkante verursacht durch
hohe Schnittgeschwindigkeiten und Vorsch-
be sowie harte Werkstckmaterialien. Plasti-
sche Deformation fhrt zu schlechter Span-
kontrolle und Oberflchengte und unter
Umstnden zum Bruch der Wendeschneid-
platte.
Abhilfe: • Schnittgeschwindigkeit verringern
• Vorschub senken
• Verschleifestere Hartmetallsorte
whlen
Wear caused by high temperature and stress on
the cutting edge - mainly because of high cutting
speeds and feed rates and hard workpiece materi-
ales. Plastic deformation leads to bad chip forma-
tion and surface quality and in some cases to in-
sert breakage.
Solution: • reduce cutting speed
• reduce feed rate
• use more wear resistant
carbide grades
Прогиб режущей кромки или вдавливание
задней поверхности, главным образом из-за
высоких значений скорости и подачи, приводит
к увеличению сил резания и повышению
температуры, к нарушению условия
образования стружки, интенсивному износу по
задней поверхности и поломке пластины.
Способы устранения:
• уменьшить скорость резания
• уменьшить подачу
• выбрать марку сплава с большей
износостойкостью
Aufbauschneide / Build-up edge / Наростообразование
Aufbauschneide auf der Spanflche durch
Verschweien von Werkstckmaterial mit
dem Schneidstoff. Neben der Geometriever-
nderung kann es beim Abreien der Auf-
bauschneide zu Kantenausbrchen kommen.
Die Bildung einer Aufbauschneide verur-
sacht eine schlechte Oberflchengte und
kann bis hin zum Bruch der Wendeschneid-
platte fhren.
Abhilfe: • Schnittgeschwindigkeit erhhen
• Positive Schneidengeometrie
whlen
• Einsatz von beschichteten Hartme-
tallen oder Cermets
• Khlschmiermittel verwenden
Welding of workpiece material on the cutting ma-
terial. Cutting geometry will change and build-up
edge will generally lead to cutting edge outbreaks.
Build-up edges lead to bad surface finish and
breakage of the insert.
Solution: • increase cutting speed
• choose positive cutting geometry
• use coated carbide grades or
Cermets
• use lubricant
Налипание обрабатываемого материала на
пластину. Возможные причины - низкая
скорость резания или отрицательный
передний угол. Приводит к ухудшению
качества обрабатываемой поверхности и
выкрашиванию режущей кромки в момент
срыва нароста.
Способы устранения:
• увеличить скорость резания
• выбрать марку сплава с
покрытием или кермет
• использовать охлаждение
• выбрать позитивную
геометрию пластины
Kantenausbrche / Cutting edge outbreaks / Выкрашивание режущей кромки
i Statt einer gleichmigen Abnutzung der
Schneidkante brechen hier kleine Teile der
Schneide aus. Die Hauptursache hierfr liegt
Instead of having uniform wear, small parts of the
cutting edge break away. The main reason is inter-
rupted cutting. Cutting edge outbreaks lead to bad
Основные причины выкрашивания - прерывис-
тое резание и наростообразование.
Выкрашивание приводит к ухудшению качества
im unterbrochenen Schnitt. Kantenausbr-
surface finish and excessive flank wear.
обрабатываемой поверхности и чрезмерному
che fhren zu einer schlechten Oberflchen-
износу по задней поверхности.
gte und starkem Freiflchenverschlei.
Способы устранения:
Solution: • reduce feed rate when starting
• уменьшить подачу в
Abhilfe: • Vorschub zu Beginn der
machining
момент врезания
Bearbeitung verringern
• choose carbide grade with higher
• выбрать марку сплава с
• Hartmetallsorte mit hherer
toughness
более высокой прочностью
Zhigkeit whlen
• use indexable insert with stronger cut-
• выбрать пластину с более прочной
• Wendeschneidplatte mit stabilerer
ting edge
геометрией
Schneidengeometrie whlen
• устранить причины наростообразования
432 ARNO®-Werkzeuge | Drehen | Turning | Точение
info@arno-tools.ru
www.arno-tools.ru