ARNO - монолитный осевой инструмент 2015 EN
для размещения заказа - info@arno-tools.ru
Empfohlene Schnittwerte Vorschubtabellen
Ausfhrung AFG
Recommended cutting data feed tables
Design AFG
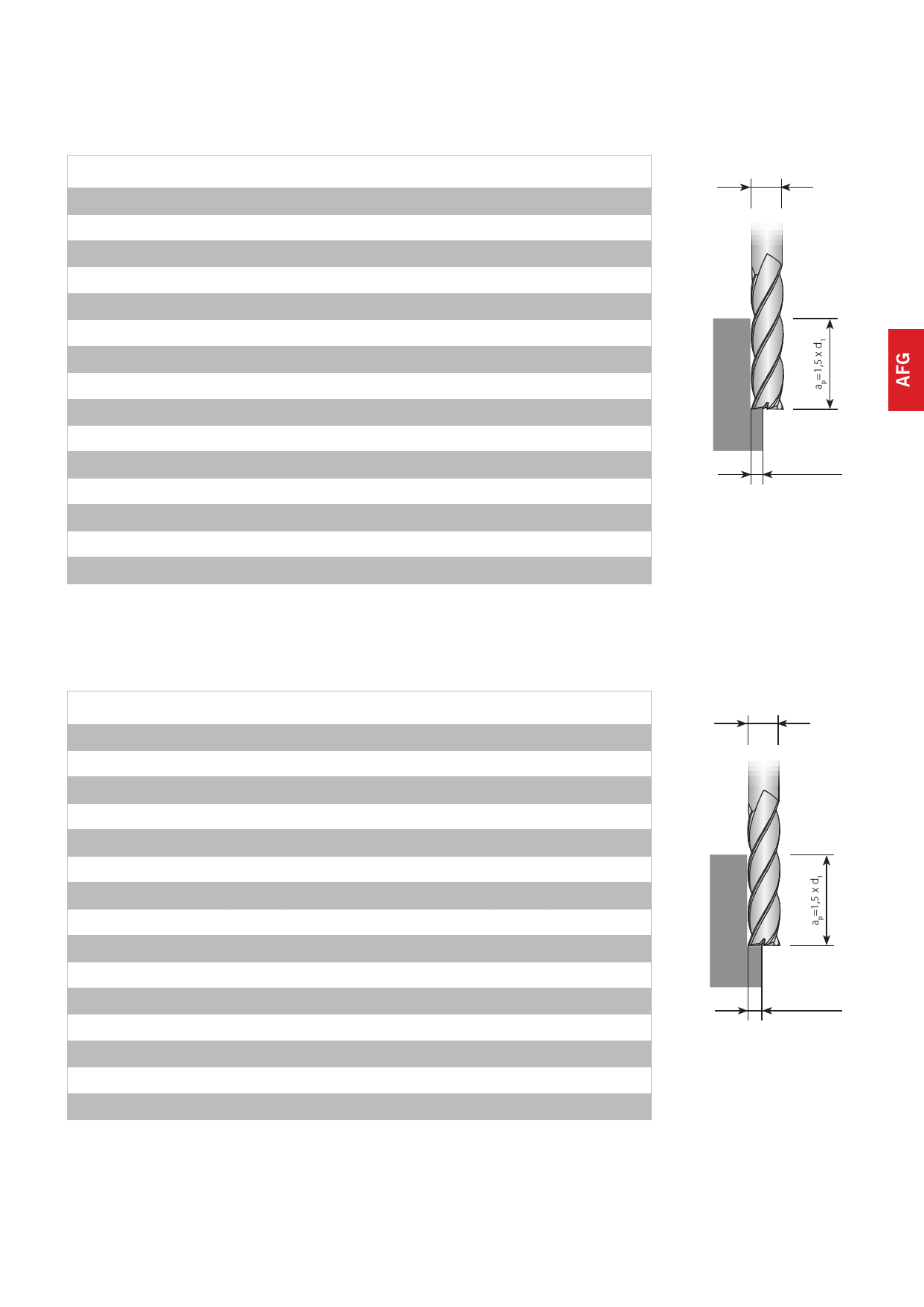
Vorschub pro Zahn bei einer radialen Zustellung 20%
Feed per tooth with radial depth of cut of 20% of the
vom Schneidendurchmesser
cutter ( d )
(
d1)
40 HRC
1
d1
[mm]
1
1
0,002
0,7
0,001
0,8
0,001
Korrekturfaktor / Correction factor Kf [fz]
0,9 1,1 1,2 1,5
0,001 0,002 0,002 0,003
1,6
0,003
1,8
0,003
1,9
0,003
d1
2 0,005 0,003 0,004 0,004 0,005 0,006 0,007 0,008 0,009 0,009
3 0,008 0,005 0,006 0,007 0,008 0,009 0,012 0,012 0,014 0,015
4 0,010 0,007 0,008 0,009 0,011 0,012 0,015 0,016 0,018 0,019
5 0,013 0,009 0,010 0,011 0,014 0,015 0,019 0,020 0,023 0,024
6 0,015 0,010 0,012 0,013 0,016 0,018 0,022 0,024 0,027 0,028
8 0,020 0,014 0,016 0,018 0,022 0,024 0,030 0,032 0,036 0,038
10 0,025 0,017 0,020 0,022 0,027 0,030 0,037 0,040 0,045 0,047
12 0,030 0,021 0,024 0,027 0,033 0,036 0,045 0,048 0,054 0,057
14 0,035 0,024 0,028 0,031 0,038 0,042 0,052 0,056 0,063 0,066
16 0,040 0,028 0,032 0,036 0,044 0,048 0,060 0,064 0,072 0,076
18 0,045 0,031 0,036 0,040 0,049 0,054 0,067 0,072 0,081 0,085
ae=0,20 x d1
20 0,050 0,035 0,040 0,045 0,055 0,060 0,075 0,080 0,090 0,095
22 0,055 0,040 0,045 0,050 0,060 0,065 0,080 0,090 0,100 0,100
25 0,063 0,044 0,050 0,056 0,069 0,075 0,094 0,100 0,113 0,119
Vorschub pro Zahn bei einer radialen Zustellung 40%
Feed per tooth with radial depth of cut of 40% of the
vom Schneidendurchmesser
cutter ( d )
(
d1)
40 HRC
1
d1
[mm]
1
1
0,001
0,7
0,001
0,8
0,001
Korrekturfaktor / Correction factor Kf [fz]
0,9 1,1 1,2 1,5
0,001 0,001 0,001 0,002
1,6
0,002
1,8
0,002
1,9
0,003
d1
2 0,004 0,002 0,003 0,003 0,004 0,004 0,006 0,006 0,007 0,007
3 0,006 0,004 0,005 0,005 0,007 0,007 0,009 0,010 0,011 0,012
4 0,008 0,005 0,006 0,007 0,008 0,009 0,012 0,012 0,014 0,015
5 0,010 0,007 0,008 0,009 0,011 0,012 0,015 0,016 0,018 0,019
6 0,012 0,008 0,009 0,010 0,013 0,014 0,018 0,019 0,021 0,022
8 0,016 0,011 0,012 0,014 0,017 0,019 0,024 0,025 0,028 0,030
10 0,020 0,014 0,016 0,018 0,022 0,024 0,030 0,032 0,036 0,038
12 0,024 0,016 0,019 0,021 0,026 0,028 0,036 0,038 0,043 0,045
14 0,028 0,019 0,022 0,025 0,030 0,033 0,042 0,044 0,050 0,053
16 0,032 0,022 0,025 0,028 0,035 0,038 0,048 0,051 0,057 0,060
ae=0,40 x d1
18 0,036 0,025 0,028 0,032 0,039 0,043 0,054 0,057 0,064 0,068
20 0,040 0,028 0,032 0,036 0,044 0,048 0,060 0,064 0,072 0,076
22 0,045 0,030 0,035 0,040 0,045 0,050 0,065 0,070 0,080 0,085
25 0,050 0,035 0,040 0,045 0,055 0,060 0,075 0,080 0,090 0,095
Achtung:
Vorschub-Korrekturfaktor Kf f = 1,10 bei a = 1 x d und Kf f = 1,25 bei a = 0,5 x d
Fr unbeschichtete Werkzeuge izst der Vorschubp um 10-120% zu redzuzieren.
p
1
Attention:
Feed rate correction factor Kf f = 1,10 with a = 1 x d and Kf f = 1,25 with a = 0,5 x d
Feed rates are reduced by 10-20z% for uncoatedp tools. 1
z
p1
Alle Angaben in mm / Dimensions in mm
ARNO®-Werkzeuge | VHM-/PM-HSS Werkzeuge | Solid carbide-/PM-HSS Tools
info@arno-tools.ru
www.arno-tools.ru
187