ARNO - каталог сверление 2013 EN
Allgemeine Anwendungshinweise
General recommendation
Suggerimenti tecnici
для размещения заказа - info@arno-tools.ru
Bohren
Allgemeine Anwendungshinweise
Drilling
Foratura
General recommendation
Suggerimenti tecnici
Bohren
Drilling
Foratura
Spitzenwinkel an Spiralbohrern
Point angle on twist drills
Angolo cuspide su punta elicoidale
Spitzenwinkel
Point angle
Angolo cuspide
Prfwerte:
Regelausfhrung bei Werkzeugtyp N und H:
= 118, bei Werkzeugtyp W: = 130
Prfstelle:
An den Hauptschneiden,
siehe
Abb.
Prfmittel:
Nach der VDI-Richtlinie 3331 Blatt 1,
Abschnitt Fasenbreite b
Test values:
Usual executin for tool types N and H:
= 118, for tool type W: = 130
Test point:
At the cutting, see Fig.
Testing equipment:
According to VDI Guideline 3331 Part 1,
Section Margin width b
Oggetto di misura:
Normale esecuzione per utensili tipo N ed H:
= 118°, per tipo W: = 130°
Punto di misura:
Lungo il tagliente, vedi Fig.
Strumento di misura:
Secondo le norme VDI 3331 Parte 1,
Sezione Spessore spoglia b
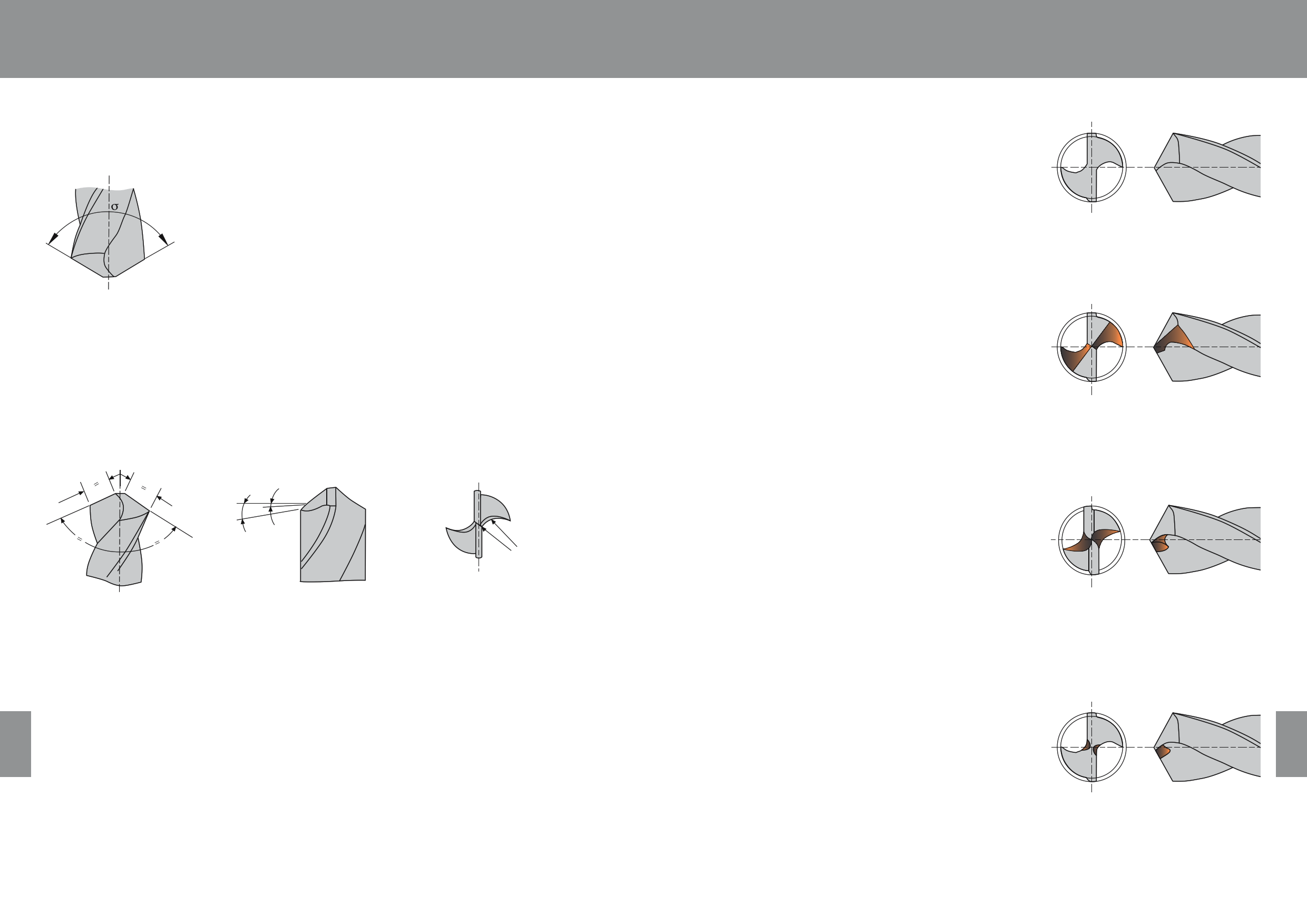
Nachschleifen von Spiralbohrern / Resharpening twist drills / Riaffilatura punte elicoidali
Kegelmantelschliff / Web thinning / Nocciolo della cuspide
Normalanschliff
Without thinning
Senza affilatura nocciolo
Zum Bohren fr allgemeine Zwecke. Dank
dnner Kerndicke ist ein Kegelmantelanschliff
nicht ntig. Geeignet fr Stahl, Stahllegierun-
gen, Gusseisen, Edelstahl, Titan, Inconell usw.
Fr konventionelle Schneidbedingungen.
Suitable for drill of general purpose. Due to
thin web thickness, web thinning is not needed.
This type is applied for soft steel, alloyed steels,
cast iron, stainless steel, titanium, inconell, etc.
and conventional cutting conditons.
Idonea per forature generiche. Grazie al noccio-
lo sottile, l’affilatura del nocciolo di cuspide non
necessaria. Questa tipologia risulta idonea alla
lavorazione di acciai non legati, acciai debol-
mente legati, ghise, acciai inossidabili, titanio,
Inconell in condizioni normali di lavoro.
DIN 1412 Form C Kegelmantelanschliff mit Kreuzanschliff
Type C thinning (DIN 1412 Form C, split point)
DIN 1412 Forma C Affilatura del nocciolo di cuspide
Zum Bohren fr allgemeine Zwecke. Geeig-
net fr Stahl, Stahllegierungen, Gusseisen,
Edelstahl, Titanlegierungen, Inconell usw.
Fr konventionelle Schneidbedingungen.
Because split point enables good centering when
drilling and breaks the chips, chip removals is
easy. Suitable drill design in high hardened tough
materials, i.e, heat treated steel, titanium alloy,
stainless steel, incoroy inconell, nimonic, etc.
Grazie alla cuspide suddivisa, permette un buon
centraggio e penetrazione nel materiale, oltre ad
una migliore rottura del truciolo. Permette una
evacuazione truciolo migliorata e quindi risulta
idonea alla lavorazione di materiali duri, trattati,
acciai, leghe di titanio, acciaio inossidabile,
Incoroy, Inconell, nimonic, etc.
(1) Unregelmiger Verschlei von Bohrern.
Bohrer sollte vor bermigem Verschlei
nachgeschliffen werden.
(1) D rills are worn off irregularly. It should be
sharpened prior to developing into excessive
wear.
(1) L e punte elicoidali possono usurarsi in modo
irregolare. Prevedere una corretta riaffilatura
in tempo utile ad evitare eccessivi danni.
(2) Nachschleifen
(2) Resharpening
(2) Riaffilatura
a) Fr
ten
SIhprietzAennwwiennkdeul nsgchpleaisfseenn(dAebnbk.orr)e.k-
a) G rind the correct point angle to suit your
application (fig.).
a) R ettificare il corretto angolo di cuspide
in base all’applicazione (Fig.).
b) berprfen Sie, ob beide Hauptschnei- b) C heck that both cutting lips have the
b) V erificare che entrambi i taglienti siano
den den gleichen Winkel haben. Bei
same angle. On a 130° point, each lip
sullo stesso angolo. Per una cuspide di
einem 130° Spitzenwinkel
Hauptschneide 65° haben
(sAobllbte.jed)e
should be 65° toward the axis. The point
must be on center, i.e., the chisel edge
130°, ogni tagliente deve trovarsi a 65°
rispetto all’asse. La cuspide deve trovarsi
i
dc)) APFrureismigweirsnepkrietHzl t(ienAntbebKrs.ecrhnl)isf.fchulnedifesnek(uAnbdb.rer).
must produce cutting lips of equal length
(fig.).
c) G rind Primary relief and Secondary
clearance (figure).
d) Grind web thinning (fig.).
al centro e generare angolo di spoglia di
uguale forma (Fig.)
c) R ettificare la spoglia inferiore primaria
e quella secondaria (Fig.)
d) R ettificare il nocciolo della cuspide (Fig.)
Form R Kegelmantelanschliff (Spiralanschliff)
Type R thinning (Helical thinning)
Forma R Affilatura nocciolo elicoidale
Hufiger Spanbruch und Spanentfernung
durch Spiralanschliff. Es wird ausreichend
Raum fr Spne geschaffen. Eine gute
Zentrierung ist mglich.
Helical thinning ensure to frequent chip break-
ing and removal. The different direction force of
cutting edges and helical thinning parts ena-
bles that chips curl, break and remove through
the flutes. In addition, helical thinning makes
the chip room up to center, remove the chisel
and enables good centering.
L’affilatura elicoidale del nocciolo assicura una
frequente rottura del truciolo e conseguente
evacuazione. Le diverse forze di taglio risultanti
sul tagliente aiutano il truciolo ad avvolgersi e
a spezzarsi con maggior facilit. Inoltre, questo
tipo di affilatura, aumenta la dimensione del
vano truciolo, aiutando l’uscita e migliorando la
centratura dell’utensile.
DIN 1412 Form A
Kegelmantelanschliff mit ausgespitzer Querschneide
Type A thinning (DIN 1412 Form A)
DIN 1412 Form A Assottigliamento del nocciolo sulla cuspide
Diese Form hat eine dnne Querschneide, da-
durch ist eine gute Spanentfernung und Zent-
rierung mglich. Der Kegelmantelschliff ist bei
dieser Form am einfachsten nachzuschleifen.
Ein enger Kern und breite Schneiden erhalten
die Stabilitt.
A type thinnings makes thin chisel, good chip
removal and favorable centering. This type is
the easiest type to grind the thinning. In narrow
web and wide fluted drills, keeping of the rigid-
ity and smooth chip removal are possible.
L’assottigliamento di tipo A crea un tagliente
trasversale fine, una buona evacuazione truciolo
e un favorito centraggio. Questo tipo il pi
facile da realizzare. Uno spessore del nocciolo
ridotto e un’ elica i larga favoriscono la
stabilit.
i
270 ARNO®-Werkzeuge | Bohren | Drilling | Foratura
info@arno-tools.ru
www.arno-tools.ru
ARNO®-Werkzeuge | Bohren | Drilling | Foratura 271