ARNO - каталог сверление 2013 EN
для размещения заказа - info@arno-tools.ru
AnwendungshinweiseSHARK-DRILL®
AnwendungshinweiseSHARK-DRILL®
Application reference
Suggerimenti tecnici
Application reference
Suggerimenti tecnici
1
Anbohren oder Zentrieren / Sport drill / Foro di centraggio
Die Bohrplatte unseres
„SHARK-Drill®“-Bohrers sind
stark ausgespitzt, sodass ein
Anzentrieren erst ab 8xD
Bohrtiefe erforderlich ist.
The inserts for our “SHARK-
Drill®” got a self-centering
point. To spot the hole is only
required when you drill deeper
than 8xD.
Gli inserti del sistema “SHARK-
Drill®” possono eseguire anche
il foro da centro. Eseguire un
foro da centro suggerito per
fori con profondit superiore
a 8xD o in condizioni di cen-
traggio difficili.
Achtung: Spitzen
der Bohrplatten:
bis 65 mm = 132°
bis 114 mm = 144°
Der Zentrierbohrer muss
einen gleichen oder greren
Spitzenwinkel haben.
Attention: Point inserts:
up to 65 mm = 132°
up to 114 mm = 144°
The spot drill must have the
same or a bigger spot.
Attenzione: Inserti con
cuspide:
fino a 65 mm = 132°
fino a 114 mm = 144°
Il foro da centro deve avere
identico o maggiore angolo
di cuspide.
Verlaufen des Bohrers / Holder deflection / Deviazione del foro
Das „Verlaufen“ des Bohrers
ist von mehreren Faktoren
abhngig:
The run out of the drill is
depending on several issues:
• Werkstckspannung
• Werkzeugspannung
• Homogenitt des Materials
• Durchmesser/Bohrtiefen-
verhltnis
• Component clamping
• Tool clamping
• Material
• Diameter / depth ratio
La deviazione dell’utensile
dipende da diversi fattori:
• Staffaggio del pezzo
• Serraggio dell’utensile
• Materiale
• Rapporto Diametro /
Profondit
Spanbruch bei zhen Materialien / Chipping in tough materials / Evacuazione in materiali difficili
Viele Sthle mit hohen Cr-
und Ni- Anteilen knnen allein
durch die Spanbrecher und
Spanformer nicht gebrochen
werden. Es hilft einzig (aber
zuverlssig) ein Spanzyklus:
Many steels with high Cr and
Ni content can only be drilled
with a peck cycle:
Molti materiali con elevato
contenuto di Cr e Ni, possono
venire forati solamente con
cicli di scarico truciolo:
• Rckzugweg 0,1 mm bleibt
immer gleich!
• Bohrerweg so anpassen,
dass Spne problemlos
ausgesplt werden!
• 0.1 mm back is always
the same
• Drill depth in the peck
cycle should not be too long
(coolant must float out the
chips)
• 0,1 mm di ritorno il valore
suggerito
• La profondit di ogni foratura
del ciclo non deve mai essere
troppo lunga (il refrigerante
deve far evacuare il truciolo)
Niedriger Khlmitteldruck / Low coolant pressure / Bassa pressione del refrigerante
Bei niedrigem Khlmitteldruck
mssen die Schnittwerte
nach unten korrigiert werden.
Das Khlmittel ist bei diesem
Werkzeug fr die Spanaus-
bringung sehr wichtig. Ohne
innere Khlmittelzufuhr ist
die Funktion nur bis 1,5xD
Bohrtiefe gewhrleistet.
With low coolant supply,
speeds and feeds must be re-
duced. Internal coolant supply
is necessary over 1.5xD drill
depth.
Con basse pressioni del refri-
gerante, velocit ed avanza-
menti vanno ridotti. Per foratu-
re superiori a 1,5xD indi-
spensabile l’adduzione interna
del refrigerante.
Achtung:
Je mehr Khlmitteldurck und
-menge umso besser!
Attention:
High collant pressure and
volume give you better results.
Attenzione:
Pressione e portata elevate
del refrigerante offrono sempre
risultati migliori.
Untrbrochener Schnitt oder schrges Anbohren / Interrupted cutting / Taglio interrotto
Abb. 1
Abb. 2
Abb. 3
Unterbrochener Schnitt oder
schrges Anbohren wird nicht
empfohlen, da die Absttzung
der Bohrerplatte nur relativ
gering ist!
Abb. 1+2: Unter Reduzie-
rung der Schnittwerte bis
7° teils mglich.
Abb. 3: Fast unmglich!
Besprechen Sie mit uns Ihren
Anwendungsfall, wir versu-
chen eine Lsung zu finden!
Interrupted cutting is not
recommended. Due lead of
you may get damaged holders,
excessive lead wear, oversize
holes.
Pic. 1+2: By reduction speed,
it may possible up to 7°.
Pic. 3: Nearly impossible.
Please call our Application
Helpline. We try to find a
solution.
Il taglio interrotto non consi-
gliato. Questo perch si posso-
no danneggiare i portautensili,
usurare precocemente gli inserti
ed i fori possono risultare mag-
giorati.
Fig. 1+2: Riducendo la velocit,
possibile fino a 7°. Fig. 3:
Non possibile. Chiamare il
supporto tecnico per una solu-
zione.
Ausbrche an der Bohrplatte / Fracture of inserts / Rotture di inserti
Bricht die Bohrplatte aus oder
zerbricht vllig, so ist die ge-
whlte Qualitt zu hart fr die
Anwendung. Stellen Sie auf
eine zhere Qualitt um (z.B.
von Hartmetall auf HSS) oder
ndern Sie etwas an den Rah-
menbedingungen (wenn mg-
lich unterbrochenen Schnitt
vermeiden). Hartmetall nur
unter stabilen Rahmenbedin-
gungen einsetzen.
When the insert fracture, the
Quality (Grade) is too brittle
for the Application. Please use
a tougher grade (for example:
from Carbide to HSS) or change
the cutting environment.
Use Carbide only when work-
holding is stable and the drill
depth is <5xD. Also a high
quality machine is necessary.
Quando l’inserto si frattura
significa che la qualit che si
sta utilizzando (grado) troppo
fragile per l’applicazione che
si sta eseguendo. Utilizzare un
grado pi tenace (per esempio
sostituire la cuspide in metallo
duro con una in HSS) o modi-
ficare le condizioni di taglio.
Utilizzare le cuspidi di foratura
in metallo duro solamente
quando il sistema di staffaggio
stabile e la profondit di fo-
ratura < a 5xD. E’ anche
necessario lavorare con una
macchina utensile di qualit
elevata.
1
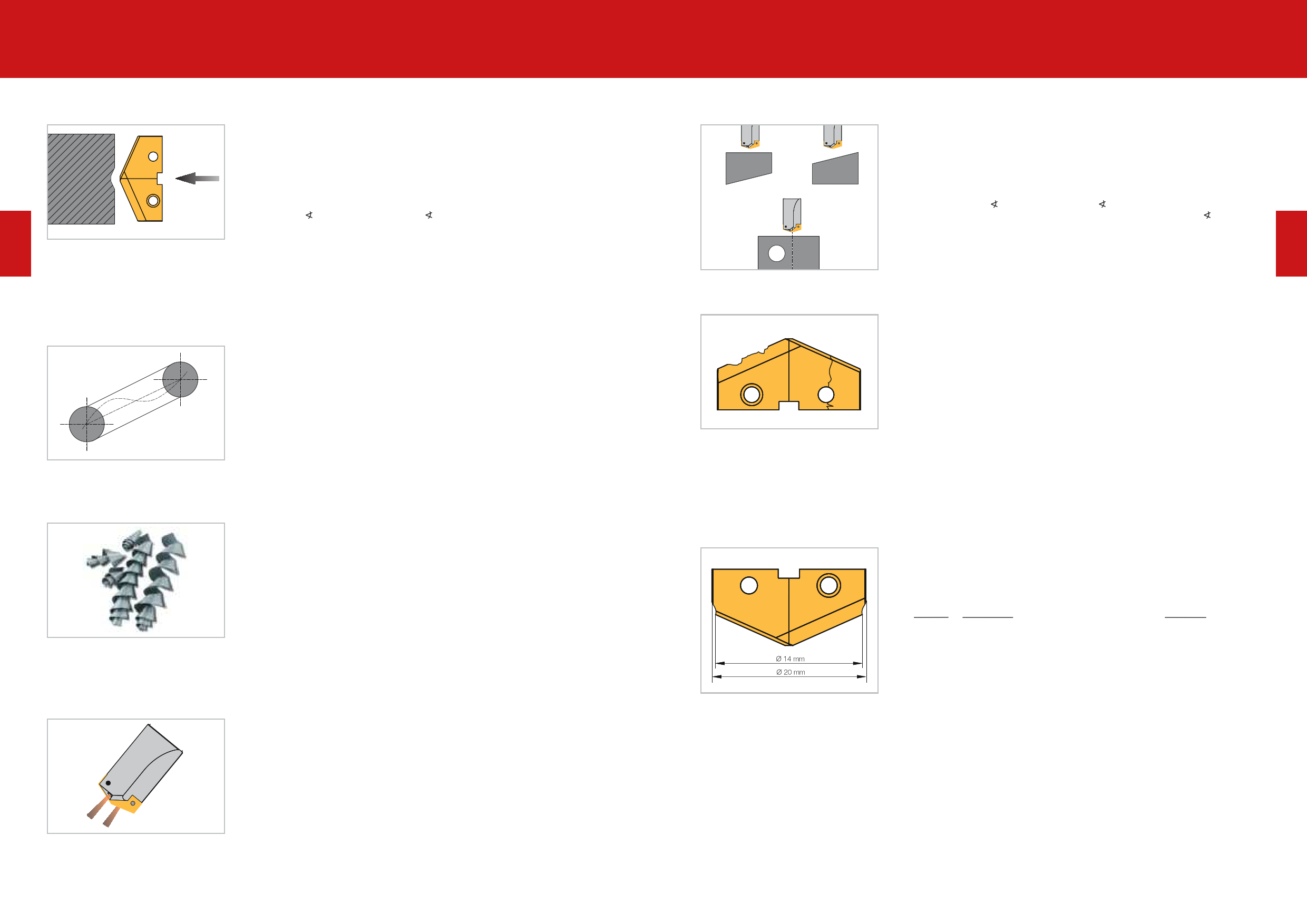
Ausbrennen der Platte (HSS) / Accelerated insert wear / Precoce usura degli inserti
Bsp.:
E.g.:
Es.:
Bohren in C45 mit PI20 HSS5 / TiAIN: n = 850 U/min f = 0,25 mm
C45 with PI20 HSS5 / TiAlN:
rev = 850 1/min f = 0.25 mm/rev
C45 con PI20 HSS5 / TiAlN:
n = 850 U/min f = 0,25 mm/giro
Vc
=
n
xxD
1000
=
850 x x
1000
14
=
37
m/min
somit fr 20 mm
for dia. 20 mm
per 20 mm
n
=
37 x 1000
xD
=
588
U/min
d.h.: Eine Drehzahl von 588 U/min wre fr 20 mm unter den gebenen Bedingungen
(Khlmittel, Material, Aufspannung) die „richtige“ Drehzahl.
i.e.: 588 rev/min would have been the right speed in this application.
p.e.: 588 g/min la velocit corretta a cui deve girare la punta per questa applicazione.
Wenn die Platte in dieser Art und Weise ver-
schlissen ist, war entweder der Khlmittel-
druck zu gering oder der Werkstoff wurde
falsch eingeschtzt. Sofern mglich, verwen-
den Sie eine hrtere Sorte. Da an der Bohrer-
spitze kein Verschlei zu sehen ist, war der
Vorschub korrekt aber die Drehzahl bei den
gegebenen Rahmenbedingungen zu hoch.
On the drill insert is no wear, that shows the
feedrate was ok, the revolutions are too high
in this cutting environment.
With the dia. 14 mm in the example, the rest
dia, you can calculate back, what would have
been the correct speed for the original dia.
20 mm.
Anhand des 14 mm im Beispiel, der bei der
angewandten Drehzahl noch „stehen“ bleibt,
kann man fr den 20 mm die richtige Dreh-
zahl zurckrechnen.
Se sugli inserti sono presenti segni di usura
significa che si sta lavorando con una velocit
di avanza-mento adatta ma con velocit di
taglio troppo elevata per queste condizioni di
lavoro.
Dall’ esempio si pu capire che al momento
si sta lavorando con una velocit di taglio
appropriata per un dia. 14 mm e non per
un dia. 20 mm.
108 ARNO®-Werkzeuge | Bohren | Drilling | Foratura
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm
info@arno-tools.ru
www.arno-tools.ru
Alle Angaben in mm / Dimensions in mm / Tutte le dimensioni in mm
ARNO®-Werkzeuge | Bohren | Drilling | Foratura 109