ARNO - каталог сверление 2013 EN
для размещения заказа - info@arno-tools.ru
AnwendungshinweiseSHARK-DRILL2
AnwendungshinweiseSHARK-DRILL2
Application reference
Applicazioni
Application reference
Applicazioni
2
Neue Anwendung?
Noch nie eingesetzt?
• Whlen Sie den krzest mglichen Halter
fr die jeweilige Anwendung.
• Auf Seite 139 in diesem Katalog erhalten
Sie detaillierte Empfehlungen zu Schnitt-
werten. Dies sind Standardwerte fr den
allgemeinen Anwendungsfall. Die Maschi-
nen- und Werkstckstabilitt wurden hier-
bei nicht bercksichtigt.
• Stellen Sie sicher, dass der Halter gut
gespannt ist und einen maximalen Rund-
lauffehler von 0,02 mm – 0,04 mm zum
Zentrum hat.
Hierbei bitte auch auf die Montage der
Platte achten (siehe Montage derBohr
einstze auf Seite 144).
• Prfen Sie, ob der Khlmitteldruck den
Empfehlungen entspricht. Hohe Schnitt-
werte erfordern einen angepassten Khl-
mitteldruck (siehe Seite 143)!
• Beim Anbohren auf einer ebenen Flche
kann mit vollem Vorschub angebohrt wer-
den. Ein verbessertes Zentrierverhalten
erreichen Sie, wenn der Vorschub beim
Anbohren um 30–50% reduziert wird.
• Bohren Sie nun ca. 1 bis 2xD tief. Die
Spne, die nach dem Anschnitt produziert
werden, sollten kurz sein (nicht angelaufen
oder blau).
• Stoppen Sie und messen Sie die Bohrung
auf Toleranzhaltigkeit. Prfen Sie auch das
Zentrierverhalten und die Oberflchengte.
• Wenn alles korrekt ist, fhren Sie den
Bohrvorgang weiter durch. Stellen Sie
dabei sicher, dass der Bohrprozess stets
ruhig und weichschneidend klingt.
New application?
Never applied tool?
• Select the shortest possible drill for the
application.
• On page 140 of this catalogue leaflet you
can get cutting data recommendations.
These are standard recommendations in
general. Stability of machine and compo-
nent is not taken into account.
• Please ensure that the holder is securely
fastened and its run out is maximum
0.02 – 0.04 mm to centre.
Please also check insert assembly
(see guidelines page 144).
• Please check that coolant pressure is as
recommended. High cutting data needs
suitable coolant pressure (see page 143).
• If drilling into a flat surface you can pre-drill
using full feed rate. An improved centring
is obtained, when pre-drilling, by reducing
feed rate by 30–50%.
• Drill 1–2xD deep. The swarf should be
short (not stringy or blue).
• Stop and measure the hole tolerance, check
the straightness and surface finish.
• If all is correct, continue drilling. Ensuring
that the drilling operation runs smooth and
soft cutting.
Primo approccio alla punta?
Prima prova?
• Scegliere il corpo punta pi corto possibile.
• A pagina 141 di questo catalogo sono
indicati i parametri di taglio suggeriti per
applicazioni generiche ed in ottimali condi-
zioni di lavoro.
• Assicurarsi che l’inserto sia montato salda-
mente (vedi pag 144) e correttamente con
un run-out massimo di 0,02 – 0,04 mm e
che lo stesso valore si ripresenti anche con
il corpo punta montato sul mandrino.
• Assicurarsi che la pressione del refrigerante
sia sufficiente (vedi pag 143).
• Nel caso di forature in piano l’avanzamento
pu essere mantenuto costante ed al massimo
die valori. In caso di necessit ridurre gli
avanzamenti del 30–50% per migliorare il
centraggio.
• Come prima fase eseguire fori di prova pro-
fondi 1–2xD max e verificare la formazione
del truciolo. Esso deve essere il pi possibile
corto e di colore chiaro.
Trucioli lunghi sono difficili da evacuare e
trucioli blu indicano eccessivo calore.
• Verificare le tolleranze di esecuzione foro
quali diametro, rotondit, linearit e rugosit
superficiale.
• In caso di esito positivo proseguire la foratura
prestando attenzione che i cicli mantengano
un taglio dolce e continuo.
Verschleiformen / Wear pattern / Usura del tagliente
Bevorzugen Sie einen abrasiven Verschlei an der Schneidenecke
fr lange und vorhersagbare Standzeiten.
Bei Kolkverschlei, Aufbauschneidenbildung, plastischer Verformung,
Ausbrckelungen etc. sind an den Schnittwerten oder
Rahmenbedingungen nderungen vorzunehmen.
It is preferred to obtain an even wear on the cutting edge,
this ensures long and predictable tool life.
If experiencing a built up edge, deformation, micro chipping
etc. we recommend cutting data or set-up changes.
Verschlei z.B. Verschleimarkenbreite
Wear p.E.
Tipo di usura p.E. VB
E’raccomandato impostare la lavorazione in mondo da ottenere
una usura costante su tutto il filo tagliente.
Questo assicura una corretta previsione di vita inserto per una
giusta sostituzione.
Nei casi di tagliente di riporto, deformazione, micro scheggiature,
modificare parametri o impostazioni di lavoro.
Langsamer und stndiger
Verschleifortschritt
Slow and constant wear
Usura lenta e costante
Schneidenzeit
Cutting time
Vita utensile
Anschnitt - Schneller
Verschleifortschritt
Pre-drilling - Accelerated wear
Foratura in ingresso -
Usura accelerata
Standzeitende - Schneller
Verschleifortschritt
End of tool life - Accelerated wear
Fine vita utensile - Usura accelerata
2
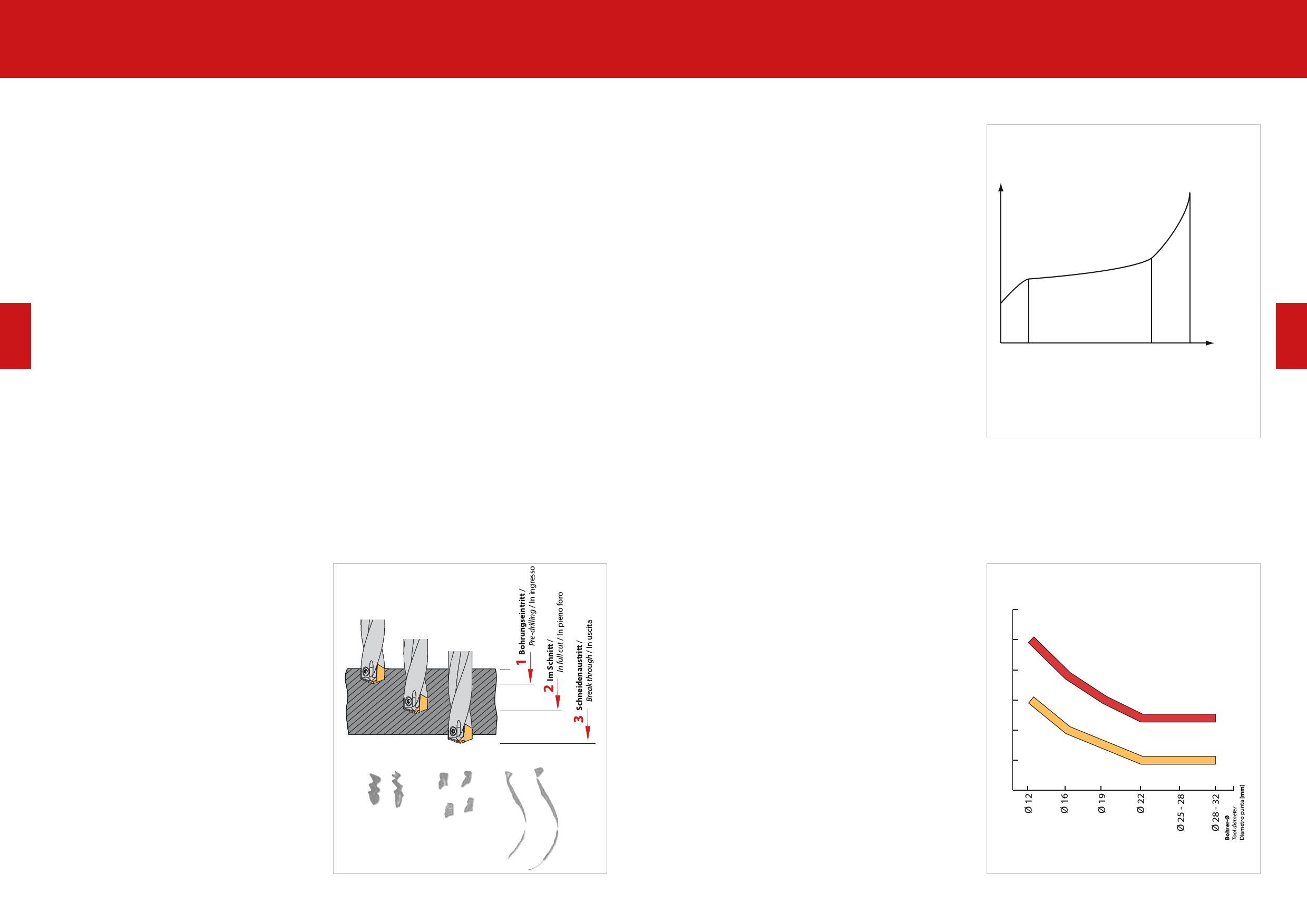
Spanbildung / Swarf formation / Formazione truciolo
Spanbildung in jeder Phase des Bohrprozesses:
1.) Lange Spiralspne stren nicht am Bohrungsprozesses.
2.) Diese Art der Spanform sollte locker und unter einem
weichschneidendem Gerusch ausgesplt werden.
3.) Lange Spne, da zum Ende des Bearbeitungsvorganges
nur noch die Ecke schneidet.
Swarf shapes in every phase of drilling process:
1.) Long spiral swarf does not interfere when pre-drilling.
2.) This shape of swarf should easily and with a soft cutting
sound be evacuated from the hole.
3.) Long swarf, as at the bottom of the hole, only the edges are cutting.
Optimize coolant pressure until drilling operation is completed.
Formazione del truciolo nelle diverse fasi di foratura:
1.) Truciolo lungo in ingresso non interferisce nella foratura.
2.) Truciolo corto per una ottimale evacuazione dal foro.
3.) Truciolo lungo a fine foro poich solo il tagliente periferico lavoro.
Assicurarsi che l’adduzione refrigerante si costante anche
in questa fase.
123
Khlmittelbedingungen / Coolant conditions / Impostazioni refrigerante
Die Empfehlungen stehen fr 3–5xD Bohrtiefe in der allgemeinen
Stahlzerspanung.
Fr rostfreie Materialien oder hochfeste Sthle empfehlen wir eine
Khlschmierstoff-Konzentration von >= 10%. Materialien wie z.B.
Aluminium mit hohem Spanvolumen, erfordern angepasste Werte.
[bar]
30
These recommendations are for 3–5xD in general steel machining.
For stainless steel or high strength steel we recommend
coolant lubrication concentration of >= 10%. Materials as aluminium
with high swarf volume requires dedicated values.
Questi parametri sono validi per forature 3xD o 5xD di acciaio generico.
Per forature su acciaio inossidabile o acciaio fortemente legato si sugerisce
una miscela di refrigerante con olio >= 10%.
Materiali di facile lavorabilit come alluminio prevedono valori specifici
dati dall’elevato volume truciolo prodotto.
25
20
15
10
5
Empfohlener Druck
Recommendation – pressure
Pressione ottimale
Mindestdruck
Pressure min.
Pressione minima
0
142 ARNO®-Werkzeuge | Bohren | Drilling | Foratura
info@arno-tools.ru
www.arno-tools.ru
ARNO®-Werkzeuge | Bohren | Drilling | Foratura 143